ตลอด 3 ปีที่ผ่านมา วงการอุตสาหกรรมยานยนต์ของประเทศไทย ต้องเผชิญกับความเปลี่ยนแปลงมากมายอย่างต่อเนื่อง จากการเข้ามาลงทุนของบริษัทผลิตรถยนต์จากสาธารณรัฐประชาชนจีน แน่นอนว่า ผลจากการลงนามในข้อตกลง FTA (Free Trade Area) ร่วมกัน ของประเทษศในภูมิภาค ASEAN กับประเทศจีน ทำให้การนำเข้ารถยนต์มาจำหน่ายในเมืองไทย เพิ่มปริมาณมากขึ้นเรื่อย ทำให้ ผู้บริโภคจำนวนไม่น้อย ตื่นตาตื่นใจกับเทคโนโลยีใหม่ๆ และพากันอุดหนุนรถยนต์จากจีนแผ่นดินใหญ่กันมากขึ้น
อย่างไรก็ตาม การเข้ามาลงทุนของผู้ผลิตรถยนต์ชาวจีนในเมืองไทยนั้น มีเพียงแค่ ไม่กี่บริษัท ที่ตั้งใจมาลงทุนจริงๆ อีกทั้งในจำนวนนั้น ผู้ผลิตบางราย กลับเลือกลงทุนเพียงแค่ไม่มากนัก เพื่อใช้ไทย เป็นแค่ฐานประกอบชิ้นส่วน ซึ่งนำเข้าสำเร็จรูปมาจากเมืองจีน เพื่อจำหน่ายในประเทศไทย และส่งออกต่อไปยังตลาดอื่นๆ อีกเล็กน้อย ไม่เพียงแค่นั้น ในบางกรณี ยังแทบไม่ได้มีการจ้างงานคนไทย หรือใช้ข้าวของในการตั้งโรงงาน จากเมืองไทยเลย บางรายถึงขั้น นำเข้าแรงงาน หรือแม้กระท้่งเครื่องเขียน ไปจนถึงโถส้วม มาจากเมืองจีน การกระทำเช่นนี้ ย่อมไม่ส่งผลดีต่อวงการอุตสาหกรรมยานยนต์บ้านเราเลย
ในฐานะ บริษัทรถยนต์ที่ลงทุนในประเทศไทยมากเป็นอันดับต้นๆ ยักษ์ใหญ่จากญี่ปุ่นอย่าง Toyota จึงตัดสินใจ พาสื่อมวลชนไทย เปิดบ้าน เข้าไปเยี่ยมชม โรงงาน บ้านโพธิ์ อันเป็นโรงงานแห่งที่ 3 ของ Toyota ในบ้านเรา เพื่อเปิดเผยให้เห็นถึงเรื่องราวเบื้องหลังการลงทุนในประเทศไทย ที่เห็นออกมาเป็นรูปธรรมได้ชัดเจน



ก่อนเข้าไปดูโรงงาน ก็คงต้องขอ เกริ่นข้อมูล และตัวเลขล่าสุดของเขากันเสียก่อน
บริษัท Toyota Motor (Thailand) จากัด ก่อตั้งเมื่อวันที่ 5 ตุลาคม 1962 (พ.ศ. 2505) ด้วยทุนจดทะเบียน 7,520 ล้านบาท เป็นผู้ผลิตรถยนต์รายใหญ่ที่สุดของประเทศไทย โดยมีกำลังการผลิตเฉลี่ยสูงสุดต่อปี (ข้อมูล ณ มีนาคม 2026) ที่ประมาณ 770,000 คันต่อปี และถือเป็นฐานการผลิตที่มีความสาคัญระดับโลกของเครือข่าย Toyota มียอดการผลิตรวมเป็นอันดับ 2 ของโรงงาน Toyota ทั่วโลก (นอกประเทศญี่ปุ่น) มีโรงงานประกอบรถยนต์ที่ทันสมัยและเป็นมิตรต่อสิ่งแวดล้อมจานวน 3 แห่ง ครอบคลุมการผลิตทั้งรถยนต์นั่งส่วนบุคคลและรถเพื่อการพาณิชย์ ภายใต้ระบบการผลิตแบบโตโยต้า (Toyota Production System: TPS) ซึ่งได้รับการยอมรับในระดับสากลด้านประสิทธิภาพ คุณภาพ และมาตรฐานการผลิตระดับสูงสุด
ปัจจุบัน มีบุคลากรจานวน 13,207 คน (ข้อมูล ณ เมษายน 2026) ดำเนินธุรกิจครอบคลุมทั้งการผลิตและจัดจาหน่ายรถยนต์ พร้อมเครือข่ายโชว์รูมและศูนย์บริการรวมกว่า 450 แห่งทั่วประเทศ (ข้อมูล ณ มีนาคม 2026)
โรงงาน Toyota ในประเทศไทย แห่งแรก (Toyota Samrong Plant) ตั้งอยู่ ร่วมกับ สำนักงานใหญ่ ริมถนนทางรถไฟ สายเก่า ตำบลสำโรงใต้ อำเภอพระประแดง จังหวัดสมุทรปราการ เปิดดำเนินงานเมื่อปี 1964 ปัจจุบัน เป็นโรงงานผลิต รถกระบะ Hilux Revo และ Hilux Travo มีกำลังการผลิตสูงสุด 240,000 คัน/ปี เฉพาะยอดส่งออก ตามปี Fiscal Year 2025 (เมษายน 2025 – มีนาคม 2026) อยู่ที่ 136,639 คัน มีพนักงานฝ่ายงานการผลิต 3,937 คน ฝ่ายงานการตลาด และฝ่ายงานการบริหาร 1,387 คน
โรงงาน Toyota ในประเทศไทย แห่งที่ 2 (Toyota Gateway Plant) ตั้งอยู่ในนิคมอุตสาหกรรม Gateway ตำบลหัวสำโรง อาเภอแปลงยาว จังหวัดฉะเชิงเทรา เปิดดำเนินงาน เมื่อปี 1996 โดยย้ายการประกอบรถยนต์นั่งส่วนบุคคลทั้งหมด ทุกรุ่นที่ทำตลาดในไทย ตั้งแต่ Soluna รุ่นแรก ต่อเนื่องถึง Vios ทุกรุ่น Yaris ทุกรุ่น ทุกตัวถัง รวมทั้ง Yaris Cross (ยกเว้น GR Yaris ที่ประกอบจากญี่ปุ่น) , Corolla ทุกรุ่น ทุกตัวถัง ตั้งแต่ปี 1997 รวมทั้ง Corolla Cross (ยกเว้น GR Corolla ที่ประกอบจากญี่ปุ่น) , Camry ตั้งแต่ปี 1999 , Wish , Prius ฯลฯ ไปไว้ที่นั่นทั้งหมด ปัจจุบัน มีกำลังการผลิตสูงสุด 300,000 คัน มียอดส่งออกในปี Fiscal Year 2025 (เมษายน 2025 – มีนาคม 2026) 113,820 คัน มีพนักงานรวม 4,334 คน
โรงงานบ้านโพธิ์ (Toyota BanPho Plant) เป็นโรงงานประกอบรถยนต์แห่งที่ 3 ตั้งอยู่ที่ อ.บ้านโพธิ์ จ.ฉะเชิงเทรา บนเนื้อที่กว่า 1,500 ไร่ เริ่มเปิดสายการผลิตครั้งแรก อย่างเป็นทางการ เมื่อวันที่ 12 มกราคม 2007 มีกำลังการผลิตในระยะแรก 100,000 คัน/ปี ต่อมา ขยายเพิ่มเป็น 230,000 คัน/ปี มียอดส่งออกในปี Fiscal Year 2025 (เมษายน 2025 – มีนาคม 2026) 126,014 คัน มีพนักงานรวม 3,549 คน ปัจจุบัน เป็นฐานการประกอบรถกระบะตระกูล Hilux Travo รถกระบะไฟฟ้า Hilux Travo-e และ SUV บนพื้นฐานเฟรมแชสซีส์ของ Hilux อย่าง Fortuner เพื่อป้อนตลาดภายในประเทศและการส่งออก ก่อนที่จะได้รับมอบหมายให้เป็นฐานการผลิต รถยนต์ SUV ขนาดเล็กรุ่นใหม่ อย่าง Land Cruiser FJ ซึ่งเพิ่งจะเริ่มการผลิตเมื่อช่วงประมาณ เดือนกุมภาพันธ์ – มีนาคม 2026 ที่ผ่านมา สดๆร้อนๆ
โรงงานบ้านโพธิ์ เป็นโรงงานแห่งความยั่งยืนติด 1 ใน 5 อันดับ จากบรรดา โรงงาน Toyota ทั่วโลก ด้วยเทคโนโลยีกระบวนการผลิตรถยนต์ ภายใต้มาตรฐาน TOYOTA PRODUCTION SYSTEM ประกอบด้วย 6 สายการผลิตหลัก พร้อมทั้งนำเทคโนโลยี Digital อย่างระบบอี-คัมบัง (E-KANBAN) มาใช้ในการบริหารจัดการสินค้าคงคลังและระบบขนส่งแบบเรียลไทม์ ช่วยให้การผลิตเป็นไปอย่างมีประสิทธิภาพ มีความต่อเนื่อง ลดต้นทุน และใช้ทรัพยากรได้อย่างคุ้มค่าสูงสุด
หมายความว่า ด้วยจังหวะการผลิต (Takt time) ในปัจจุบัน ทุกๆ 55 วินาที จนถึง 1 นาที จะมีรถยนต์ Toyota ไหลออกมาจากสายการผลิต 1 คัน!
โรงงานบ้านโพธิ์ เป็นอีกโรงงานหนึ่ง ที่นำระบบการผลิตแบบ Toyota Production System (TPS) อันเป็นระบบการผลิตที่ได้รับการยอมรับระดับโลก คุณภาพสูง ต้นทุนเหมาะสม ระยะเวลาดาเนินการสั้น มาใช้ในการบริหารจัดการ
ระบบการผลิต TPS ประกอบด้วย 2 เสาหลัก คือ
- JUST IN TIME คือ การผลิตรถยนต์ตรงตามเวลาและปริมาณตามความต้องการของลูกค้าเท่านั้น
- JIDOKA คือ การรับประกันคุณภาพ ที่ทุกฝ่ายทั้ง Toyota และผู้ผลิตชิ้นส่วนต้องปฏิบัติตามมาตรฐานที่
กาหนดไว้โดยไม่มีข้อยกเว้น
การตรวจกระบวนการผลิตทุกขั้นตอน ใช้ ระบบ POKAYOKE (โพคาโยเกะ) ซึ่งเป็นระบบอัตโนมัติที่คอยตรวจจับ
สิ่งผิดปกติหรือข้อผิดพลาด ในกระบวนการผลิต โดยใช้สัญญาณไฟ (Andon) เพื่อควบคุมคุณภาพการประกอบ ชิ้นส่วนให้ถูกต้องก่อนส่งต่อไปยังขั้นตอนถัดไป ระบบจะคอยตรวจสอบทั้งเรื่อง เวลาที่ใช้ และ ความถูกต้องของงาน (เช่น จานวนครั้งในการขันน็อต)
กรณีที่ พนักงานคนไหน เห็นชิ้นงานที่ถูกส่งมาถึงหน้างานตัวเอง แล้วพบว่า มีบางอย่างผิดปกติ หรือผิดพลาด หรือ พนักงาน ประกอบชิ้นงานไม่ทันตามกำหนดเวลาในใบงาน พนักงานสามารถดึงคันสาย Pokayoke เพื่อหยุดไลน์การผลิตทั้งหมด และเพื่อให้หัวหน้างาน (Team Leader) หรือผู้จัดการฝ่าย เข้ามาตรวจเช็ค แก้ไขปัญหาในจุดเกิดเหตุได้ทันที
Pokayoke จะแสดงสัญลักษณ์ออกมา 4 สี
- สีขาว – Stand by mode โครงรถกำลังเคลื่อนที่เข้ามาในสถานี ให้พนักงานเตรียมความพร้อมในการประกอบ
- สีเขียว – พนักงานประกอบชิ้นส่วนให้ถูกต้องและ เสร็จในเวลาที่กำหนดโดยไม่มีข้อผิดพลาดใด
- สีเหลือง -โครงรถเคลื่อนที่เข้ามาในสถานีสักพักแล้ว แต่พนักงานยังไม่ประกอบชิ้นส่วนเข้าไปตามที่กำหนด
- สีแดง -พนักงานทำงานไม่ทันภายในเวลาที่กาหนด หรือประกอบอุปกรณ์ไม่ถูกต้องตามที่ตั้งค่าไว้
นอกจากนี้ ยังมี Andon Rope (เชือกอันดง) ซึ่งระบบแจ้งเตือนเหตุฉุกเฉินเพื่อรักษาจังหวะการผลิต (Takt time) ให้คงที่ โดยแบ่งเป็นสัญญาณไฟ ดังนี้
- ไฟสีเหลืองสำหรับขอความช่วยเหลือทั่วไป เพื่อให้หัวหน้างานเข้ามาปฏิบัติงานแทนชั่วคราว
- ไฟสีแดงสาหรับแจ้ง เหตุอันตรายร้ายแรงหรือเครื่องจักรขัดข้อง ซึ่งจะสั่งหยุดสายการผลิต ทั้งหมดทันทีเพื่อความปลอดภัย
ระบบการผลิตแบบ Toyota Production System จะใช้ระบบบริหารจัดการชิ้นส่วนอะไหล่จำนวนมหาศาล จากผู้ผลิตชิ้นส่วน (Supplier) มากกว่า 200 บริษัท ในแบบ Milk Run / Just-In-Time
หลักการก็คือ Toyota จะจ้างบริษัทในเครือ บริหารจัดการ บรรดารถบรรทุก เทรลเลอร์ เพื่อวิ่งวนรับชิ้นส่วนจาก Supplier หลายโรงงานที่อยู่ในบริเวณใกล้เคียงกันมาส่งตามรอบเวลาที่กาหนด แทนการให้แต่ละบริษัทต่างคนต่างมาส่ง ช่วยลดปัญหากับชุมชนรอบข้างและใช้พื้นที่โรงงานได้อย่างมีประสิทธิภาพ
หัวใจสำคัญคือการนำชิ้นส่วนเข้ามาให้พอดีกับความต้องการผลิตจริง (Just In Time) ทำให้ไม่ต้องสต็อกของทิ้งไว้นาน ลดความเสี่ยงกรณีเจอชิ้นส่วนที่ไม่ได้คุณภาพ และมีระบบ Safety stock สำรองไว้เพียงพอเพื่อไม่ให้สายการผลิตหยุดชะงัก

กระบวนการผลิตรถยนต์ ที่นี่ มีรายละเอียดดังนี้
เมื่อมีคำสั่งซื้อจากลูกค้า ส่งมาจากโชว์รูมผู้จำหน่าย ส่งต่อมายังระบบ Computer ส่วนกลาง จะมีการส่งข้อมูลคำสั่งซื้อลูกค้ามายังโรงงาน เข้าสู่ระบบ ALC (Assembly Line Control) จัดเก็บฐานข้อมูลรายละเอียดรถ รวมทั้งพิมพ์ใบสั่งประกอบ (Manifest Sheet) เพื่อให้ พนักงาน ประกอบชิ้นส่วนได้ถูกต้องตามรุ่นรถ ป้องกันความผิดพลาด และควบคุมคุณภาพในสายการผลิต
1. โรงปั๊มชิ้นส่วน
ผลิตชิ้นส่วนตัวถังโดยการขึ้นรูปทั้งขนาดเล็กและขนาดใหญ่ด้วยเทคโนโลยีที่ทันสมัย ความสามารถในการผลิตสูงถึง 2,380 ชิ้นต่อชั่วโมง ทั้งนี้โรงงานปั๊มชิ้นส่วนตัวถังยังมีระบบการควบคุมคุณภาพที่ดีเยี่ยม ภายใต้แนวคิดที่คำนึงถึงคุณภาพเป็นหลักในทุกกระบวนการผลิต
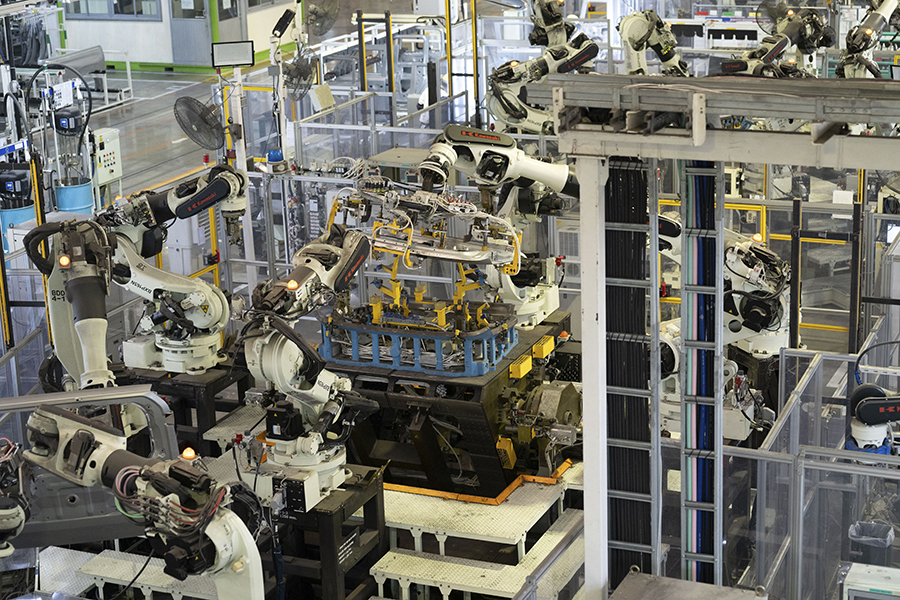
2. โรงเชื่อมตัวถัง
โรงงานบ้านโพธิ์ ใช้หุ่นยนต์แขนกล (Robot) ที่ควบคุมด้วยระบบ Computer ในการเชื่อมโครงสร้างตัวถัง ที่ควบคุมด้วยระบบคอมพิวเตอร์สำหรับการเชื่อมโครงสร้างตัวถัง เพื่อให้มีความถูกต้องและแม่นยำสูงสุด อีกทั้งยังช่วยลดการใช้พลังงานได้อย่างเต็มประสิทธิภาพ
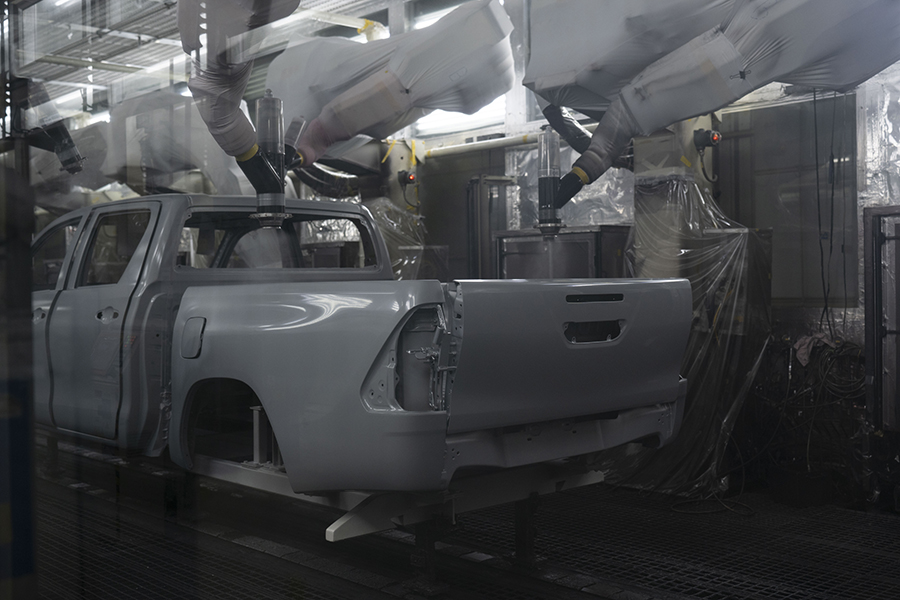


3. โรงพ่นสี
ขั้นตอนนี้ ผู้ปฏิบัติงานต้องทำความสะอาด และเป่าแห้ง รวมทั้งการกำจัดไฟฟ้าสถิตย์ ออกจากร่างกาย ก่อนจะเข้าปฏิบัติงาน ในห้องพ่นสี โดยจะมีสายพาน Conveyer พาโครงสร้างตัวถัง มาให้หุ่นยนต์หลายๆตัว ช่วยกันพ่นสีภายนอก จนครบแทบทั้งคัน เจ้าหน้าที่จึงจะพ่นสี ตามซอกมุมในจุดที่ หัวพ่นสีจากแขนกล ยื่นเข้าไปไม่ถึง
ทุกวันนี้ โรงงานผลิตรถยนต์ส่วนใหญ่ จะพ่นสีตัวถังรถกันเพียงแค่ราวๆ 80% ทั้งด้วยเหตุผลด้านการลดมลพิษจากสิ่งแวดล้อมแล้ว ยังรวมถึงช่วยประหยัดต้นทุนลงไปได้อีกด้วย
สิ่งที่คุณควรรู้ก็คือ Toyota เป็นผู้ผลิตรถยนต์รายแรกของประเทศไทย ที่ใช้เทคโนโลยีชั้นสูงในการพ่นสีรถยนต์ โดยใช้น้ำเป็นตัวทำละลายซึ่งเป็นมิตรต่อสิ่งแวดล้อม เพราะสามารถลดสารประกอบอินทรีย์ระเหยที่มีผลกระทบต่อระบบหายใจ
4. โรงฉีดขึ้นรูป
โรงฉีดชิ้นส่วนพลาสติกมี 3 กระบวนการหลัก คือ กระบวนการฉีดชิ้นส่วนพลาสติก โดยสามารถผลิตชิ้นงานได้รวดเร็วกว่าเครื่องฉีดปกติ กระบวนการผลิตโฟมของคอนโซลรถยนต์ และกระบวนการพ่นสีโดยใช้พนักงานที่มีทักษะสูงในการพ่นสีชิ้นส่วน
หลังจากการขึ้นรูปและพ่นสีเสร็จสิ้นลง ชิ้นส่วนอะไหล่ จะถูกขนส่งจากโรงฉีดชิ้นส่วนพลาสติก มายังโรงประกอบ ระยะทาง 430 เมตร เพื่อลด การจราจรและมลพิษในโรงงานจากการใช้รถบรรทุก อุโมงค์ Karakuri เป็น อุโมงค์ใส เนื่องจาก หากพบชิ้นส่วนติดอยู่ระหว่างทาง พนักงานสามารถมองเห็นและแก้ไขได้ทันที



5. โรงประกอบรถยนต์
ชิ้นส่วนภายในตัวรถ เช่น ระบบปรับอากาศ เบาะนั่ง เข็มขัดนิรภัย และชิ้นส่วนภายนอกตัวรถ เช่น กันชน ไฟหน้า เครื่องยนต์ รวมไปถึงล้อรถและชิ้นส่วนระบบช่วงล่างของตัวรถ จะถูกประกอบเข้ากับตัวรถที่ผ่านขั้นตอนกระบวนการต่าง ๆ โดยถูกติดตั้งที่โรงประกอบแห่งนี้ พร้อมทั้งทดสอบและตรวจคุณภาพก่อนที่จะส่งให้ลูกค้าต่อไป
ไลน์ประกอบรถกระบะ จะแตกต่างจาก ไลน์ประกอบรถยนต์นั่งส่วนบุคคล ตรงที่
- 5.1 เพิ่ม ไลน์ประกอบเครื่องยนต์ ระบบส่งกำลัง ช่วงล่าง ระบบเบรก ฯลฯ เข้ากับ Frame Chassis
- 5.2 การเชื่อม โครงรถ กับ Frame Chassis ใช้วิธี วางตัวรถกดลงมา (รถยนต์นั่งส่วนบุคคล ใช้วิธียกเครื่องยนต์ และช่วงล่าง ดันขึ้นไปติดกับโครงรถด้านบน
ดังนั้น การใช้เครื่องไม้เครื่องมือต่างๆ จะต้องลงทุนเพิ่มเติมอีกพอสมควร เพื่อช่วยให้พนักงาน ประกอบรถได้สะดวก รวดเร็ว ถูกต้องแม่นยำยิ่งขึ้น ตามแต่ละสถานี ดังนี้
Underbody parts
เมื่อโครง Frame Chassis ที่รับมาจาก บริษัท Hino Motor (Thailand) (ครับ อ่านไม่ผิด Hino นอกจากผลิตรถบรรทุกแล้ว ยังรับจ้างผลิต Frame Chassis ให้กับ Toyota อีกด้วย!) ซึ่งจะถูกขนส่งมาในลักษณะ “หงายท้อง” พนักงานจะติดตั้งชิ้นส่วนสำคัญต่างๆ เช่น ปีกนก เพลาหน้า เพลาหลัง ถังน้ำมัน และท่อไอเสีย เพื่อให้การทำงานใน
ส่วนใต้ท้องรถทำได้สะดวกและแม่นยายิ่งขึ้น
Friction Dolly
ในแต่ละสถานี จะมี Platform รองรับ Frame รถ แบบ Friction Dolly ซึ่งจะช่วยปรับระดับความสูงอัตโนมัติให้
เหมาะสมกับแต่ละสถานีงาน โดยจะลดระดับลงต่ำสุด เพื่อให้พนักงาน ประกอบชิ้นส่วนได้ง่าย และยืดตัวขึ้นสูงสุดเมื่อต้องส่งงานเข้าเครื่องพลิก Frame เพื่อลดความเมื่อยล้าและรักษาสุขภาพของพนักงาน
เมื่อประกอบทุกชิ้นส่วนเสร็จแล้ว จะมาถึง ขั้นตอนการพลิกกลับ Frame Chassis จากลักษณะหงายท้องให้กลับมาตั้ง
ตรงตามปกติ ด้วยเครื่อง Frame Turn Over Machine ซึ่งเป็นการลงทุนเพื่อสุขอนามัยของพนักงานโดยเฉพาะ เพิ่มความสะดวก ไม่ให้ต้องเงยหน้าหรือยกแขนขึ้นสูง เพื่อประกอบชิ้นส่วน เป็นเวลานานๆ ซึ่งอาจส่งผลเสียต่อสุขภาพในระยะยาว
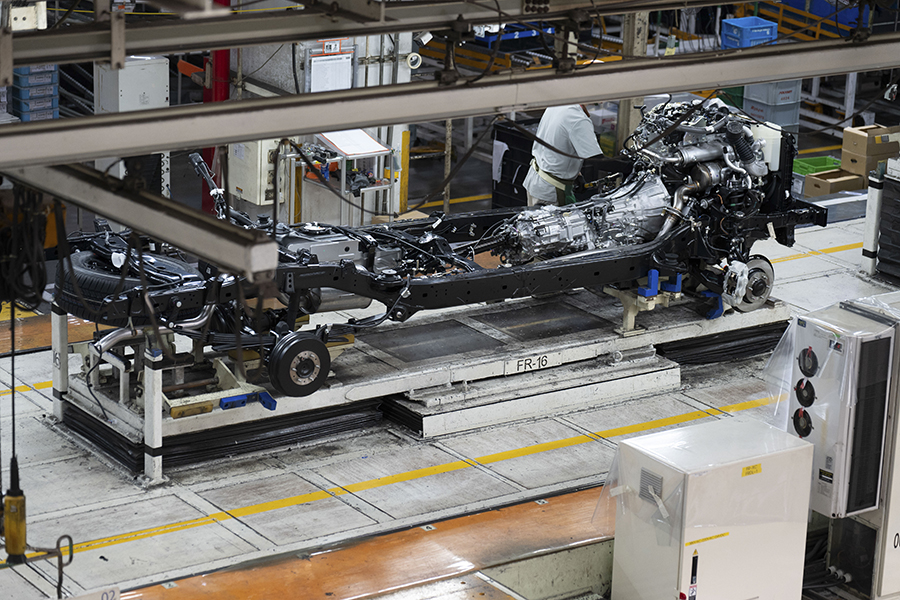
Engine Line
ขณะเดียวกัน ในไลน์ประกอบข้างๆกัน จะมี “Engine Line” ซึ่ง เป็นจุดที่รับ และเตรียม เครื่องยนต์ ทั้งแบบ เบนซิน ตระกูล TR (1TR-FE , 2TR-FE) แบบ Diesel ตระกูล GD (1DE-FTV , 2GD-FTV) ซึ่งผลิตในประเทศไทย โดยบริษัท Siam Toyota Manufacturing หรือ FTM ในจังหวัดชลบุรี และเครื่องยนต์ เบนซิน / Diesel V6 สูบ (นำเข้าจากประเทศญี่ปุ่น สำหรับรถยนต์รุ่นส่งออก เท่านั้น) เข้าสู่ไลน์ประกอบ
การขนส่งเครื่องยนต์ เข้าสู่สายการผลิต ใช้รถลำเลียงอัตโนมัติ AGV (Automatic Guided Vehicle) ขับเคลื่อนด้วยพลังงานแบตเตอรี่ไฟฟ้าล้วน ช่วยลดมลภาวะ โดย AGV จะมีระบบ Sensor หยุดรถเองโดยอัตโนมัติเพื่อความปลอดภัยสูงสุดภายในโรงงาน
เมื่อเครื่องยนต์มาถึงสายการผลิต จะมี Hoist Machine หยิบยกเครื่องยนต์ เพื่อส่งต่อไปยังสายการประกอบ Frame Line หมายเลข 2 โดยเครื่องจะส่งสัญญาณเสียง “เพลงหนูมาลี” เพื่อเตือนให้พนักงานระมัดระวังความปลอดภัยในขณะที่ เครื่องจักร กำลังทำงานเหนือศีรษะ
นอกจากนี้ ยังมีระบบคาราคูริ (KARAKURI) สำหรับการลำเลียงชิ้นส่วนอะไหล่ เข้าสู่สายการผลิตโดยใช้กลไกแรงโน้มถ่วง แทนการใช้ไฟฟ้าหรือมอเตอร์ เพื่อช่วยให้พนักงาน ปฏิบัติงานได้ง่ายขึ้น โดยไม่ต้องออกแรงยกของหนักเอง
เมื่อชิ้นส่วนอะไหล่เดิม ถูกใช้ในการประกอบรถจนหมดแล้ว กลไกจะปล่อย ชิ้นส่วนอะไหล่ชุดใหม่ ให้ไหลเข้ามาแทนที่โดยอัตโนมัติ นอกจากนี้ยังมีการติดตั้งเครื่องทุ่นแรงในจุดที่ต้องรับน้ำหนักเกิน 15 กิโลกรัม เพื่อดูแลสุขภาพ
และลดความเมื่อยล้าของพนักงานในระยะยาว











Quality Gate
เมื่อโครงรถเดินทางผ่านสายการผลิตมาได้กลางกระบวนการ จะมีทีม Quality Gate ตรวจสอบคุณภาพงานแบบ 100% โดยพนักงานผู้เชี่ยวชาญ เพื่อยืนยันว่าการประกอบในขั้นตอนก่อนหน้าไม่มีข้อผิดพลาดและเป็นไปตามมาตรฐานสูงสุดก่อนที่จะส่งรถเข้าสู่ กระบวนการถัดไป
Final Line 1
ทีมพนักงาน จะประกอบอุปกรณ์สำคัญภายในห้องโดยสาร เช่น การปูพรม ติดตั้งคันเกียร์ และสายคาดเข็มขัดนิรภัย โดยพนักงานจะสวมหมวกผ้าเพื่อลดความเสี่ยงในการสร้างริ้วรอยบนตัวรถขณะเข้าไปปฏิบัติงานด้านในห้องโดยสาร
Final Line 2
ทีมพนักงานกลุ่มถัดมา จะติดตั้งเบาะนั่ง โดยมีเครื่องจักรช่วยยกเบาะนั่งที่มีขนาดใหญ่ เพื่อให้พนักงานติดตั้งได้แม่นยาโดยไม่ต้องออกแรงยกเอง และใส่ประตู ที่ถูกนำออกไปประกอบแผงประตู หน้าต่างไฟฟ้า กระจกมองข้างแบบกลไก หรือไฟฟ้า ณ แผนก Door Trim กลับคืน (Door-on) ตามด้วยกระจกบังลมหน้ารถ และด้านหลังรถ
Final Line 3
ตัวรถจะเลื่อนตามสายพาน มาถึงสถานี สำหรับเติมของเหลวและประกอบล้อ โดยจะเติมน้ำมันเครื่อง น้ำมันเชื้อเพลิง น้ำมันเบรก น้ำหล่อเย็น น้ำยาแอร์ ด้วยระบบที่แม่นยา พร้อมทั้งใช้เครื่องมือ Electronics Nuts runner ในการขัดน็อตล้อทั้ง 4 ล้อ พร้อมกัน เพื่อความรวดเร็วและควบคุมค่าแรงขัน (Torque) ให้สม่ำเสมอ
การประกอบ ล้อและยาง
พนักงานในสถานีนี้ จะประกอบและตั้งศูนย์ถ่วงล้อโดยเฉพาะ โดยมีบริษัท Supplier เข้ามาปฏิบัติงานภายในโรงงานเพื่อให้สอดคล้องกับจังหวะการผลิต เนื่องจากล้อของรถยนต์แต่ละรุ่น มีจุดศูนย์ถ่วงต่างกัน จึงต้องมีการตรวจสอบและตอกสัญลักษณ์ยืนยันความปลอดภัยก่อนส่งเข้าสายการผลิตหลัก
Toyota ใช้หลัก multi source เพื่อป้องกันการ short parts โดยยางทั้ง 5 ยี่ห้อต้องมีคุณภาพเท่าเทียมกัน ได้แก่
- Michelin
- Good Year
- Dunlop
- Bridgestone
- Yokohama
Conveyer Bridge
เมื่อประกอบเสร็จแล้ว สายพานขนาดใหญ่ จะลำเลียงรถยนต์ที่ประกอบเสร็จสมบูรณ์ 100% เข้าสู่ขั้นตอน ถัดไป จุดนี้จะแสดงให้เห็นถึงการ “เฮจุงกะ” หรือการคละงานยาก (Fortuner , Land Cruiser FJ) และงานง่าย (รถกระบะ Hilux) เข้าด้วยกัน เพื่อรักษาระดับประสิทธิภาพในการทำงานของพนักงานไม่ให้ลดลง จากการปฏิบัติงานที่ซับซ้อนติดต่อกันนานเกินไป







6. ระบบการตรวจสอบคุณภาพ
เพื่อให้ได้คุณภาพสูงสุด Toyota ได้นำเทคโนโลยีการควบคุมคุณภาพและการตรวจสอบมาใช้ในทุกขั้นตอน ตลอดทั้งกระบวนการผลิตเพื่อให้ได้คุณภาพสูงสุด โดยแบ่งออกเป็น 2 ระบบ ดังนี้
-
- 6.1 การตรวจสอบคุณภาพภายในกระบวนการผลิต
การตรวจสอบคุณภาพในแต่ละสถานีการทำงานจะมีระบบการควบคุม เพื่อไม่ให้ปัญหาคุณภาพของชิ้นงาน ถูกส่งต่อไปยังกระบวนการถัดไป ถือเป็นปรัชญาหลักของระบบการผลิตแบบ TPS ดังนั้นหากมีสิ่งที่ผิดปกติ อาทิ ข้อผิดพลาดหรือการทำงานที่ไม่เป็นไปตามมาตรฐานที่กำหนด พนักงานในระบบการผลิต จะสั่งหยุดในจุดที่กำหนด เพื่อให้เกิดการแก้ไขอย่างทันท่วงที และส่งมอบชิ้นงานที่มีคุณภาพไปยังกระบวนการถัดไป - 6.2 การตรวจสอบคุณภาพขั้นสุดท้าย
พนักงานที่มีความชำนาญจะทำการตรวจสอบครอบคลุมทุกระบบในขั้นสุดท้าย อย่างละเอียด และพิถีพิถัน ตั้งแต่การประกอบชิ้นส่วน การตั้งค่าการทำงานของระบบต่าง ๆ รวมถึงการทดสอบการขับขี่จริงในสนามทดสอบ เพื่อให้เป็นไปตามมาตรฐานระดับโลก และสร้างความพึงพอใจสูงสุดให้กับลูกค้า
- 6.1 การตรวจสอบคุณภาพภายในกระบวนการผลิต
1-6 และเกียร์ถอยหลัง) โดยพนักงาน จะทดสอบเร่งความเร็วตั้งแต่ 0-120 กิโลเมตร/ชั่วโมง การทดสอบจำเป็นต้องทาในอุโมงค์แบบปิด เพื่อควบคุมควันไอเสีย ออกมาขณะเร่งเครื่อง โดยควันจะถูกระบายออกสู่ภายนอกโรงงาน ผ่านกระบวนการกรองอากาศ เพื่อให้มั่นใจว่าควันไอเสียที่ปล่อยออกไปจะไม่เกินตามที่กฏหมายกำหนด และเป็นมิตรต่อสิ่งแวดล้อม
จากนั้น จะมีการปรับตั้งระดับแสงไฟหน้า (Headlamp Aiming) ให้ถูกต้องตามกฎหมายของแต่ละประเทศที่
ส่งออก รวมถึงตรวจสอบระบบไฟเตือนบนแผงหน้าปัดและระบบปรับอากาศ ภายในรถ ปรับตั้งค่ามุมกล้องรอบทิศ 360 องศา PVM (Panoramic View Monitor) เพื่อให้ระบบแสดงผลภาพรอบตัวรถได้อย่างถูกต้องแม่นยา โดยมีการใช้ฉากกั้นเพื่อควบคุมแสงไม่ให้รบกวนการปรับแต่งระบบ
เมื่อเรียบร้อยแล้ว ตัวรถจะถูกส่งเข้าขั้นตอน Q.C. Underbody Check โดยพนักงานจะเดินลงไปยังอุโมงค์ใต้ท้องรถ เพื่อตรวจหาการรั่วซึมของของเหลว ตรวจสอบการขันแน่น จนกระทั่ง ยืนยันว่าน็อตทุก ตัวถูกขันแน่นตามค่าที่กำหนดในแต่ละตำแหน่ง ตรวจสอบความสมบูรณ์ของช่วงล่างเป็นขั้นตอนสุดท้าย
ทุกขั้นตอนในการทำงาน เจ้าหน้าที่ จะดูข้อมูล จาก อันดงบอร์ด (Andon Board) ซึ่งจะแจ้งสถานะการผลิตแบบ Real time ผ่านหน้าจอมอนิเตอร์ เพื่อให้ผู้ควบคุมงานทราบว่าแต่ละสถานีทางานได้ตามปกติ (สีเขียว) หรือมีจุดใดที่เกิด
ปัญหาและต้องการความช่วยเหลือ
เมื่อเสร็จสิ้นทุกขั้นตอนเรียบร้อย พนักงานจะขับรถยนต์ ออกไปทดสอบในสนาม ที่จำลองสภาพพื้นผิวถนนแบบต่าง ๆ เช่น ทางโค้งและทางขรุขระ เพื่อให้มั่นใจว่ารถยนต์ไม่มีความผิดปกติในการขับขี่ และมีความสมบูรณ์สูงสุดก่อนส่งถึงมือลูกค้า ถ้าทุกอย่างเรียบร้อย ก็จะส่ง ไปยังสถานี ติดสติ๊กเกอร์ กันริ้วรอยรอบคัน เพื่อปกป้องผิวรถยนต์ที่จะต้องส่งออกทางเรือ ระหว่างการขนส่งข้ามประเทศ รวมทั้งป้องกันริ้วรอยจากการขนส่งภายในประเทศ
หลังจบสิ้นกระบวนการเข้า Yard เพื่อเตรียมส่งขึ้นรถเทรลเลอร์ ไปยังผู้จำหน่าย หรือไปยังท่าเรือ ตามแต่ละจุดหมายที่รถคันนั้นถูกกำหนดไว้
โรงงาน Toyota บ้านโพธิ์ ได้รับคัดเลือกให้เป็นโรงงานแห่งความยั่งยืน ติดอันดับ 1 ใน 5 จากโรงงานโตโยต้าทั้งหมดทั่วโลก ภายใต้ความมุ่งมั่นที่จะเติบโต ด้วยคุณภาพการผลิตระดับโลก และใช้เทคโนโลยีการผลิตที่เป็นมิตรต่อสิ่งแวดล้อม
- เทคโนโลยี WATERBORNE PAINTING SYSTEM คือระบบการพ่นสีที่ใช้น้ำเป็นตัวทำละลาย มีคุณภาพเทียบเท่าการใช้สีผสมทินเนอร์ และช่วยลดผลกระทบต่อสิ่งแวดล้อม
- Regenerative thermal เตาเผาอุณหภูมิสูง ที่ช่วยลดปริมาณสารระเหย ซึ่งก่อให้เกิดมลพิษทางอากาศ
- การนำเอาเทคโนโลยี มาช่วยลดพลังงานในกระบวนการผลิต อาทิ
- “SERVO MOTOR” มอเตอร์ที่ควบคุมการเคลื่อนที่ และปริมาณการใช้ไฟฟ้าของเครื่องจักร
- “ระบบ KARAKURI” การใช้กลไกลำเลียงชิ้นส่วนในกระบวนการผลิตอย่างง่าย โดยการใช้หลักการฟิสิกส์พื้นฐาน เช่น แรงโน้มถ่วง การหนุนส่งถ่ายกำลัง การใช้คานและรอกในการทุ่นแรงเพื่อยกชิ้นส่วนหนัก เป็นต้น
- เครื่องยกชิ้นส่วนรถยนต์ “Regenerative Lifter” ที่มีการกักเก็บพลังงาน จากการเคลื่อนที่ มาแปลงเป็นไฟฟ้า
- ระบบลำเลียงชิ้นส่วนรถยนต์แบบยืดหยุ่น “Friction Dolly” ที่สามารถปรับเปลี่ยนรูปแบบให้เข้ากับการผลิต โดยใช้พลังงานตามความเหมาะสม
- การจัดการน้ำในโรงงาน มีระบบบำบัดน้ำเสียเพื่อนำมาใช้หมุนเวียนในโรงงาน รวมถึงการใช้ระบบ RO เพื่อผลิตน้ำสะอาดแทนการใช้น้ำประปาแบบปกติ
- การนำพลังงานมาหมุนเวียนใหม่ จาก SOLAR ROOFTOP มาใช้เป็นพลังงานทดแทนในโรงงาน

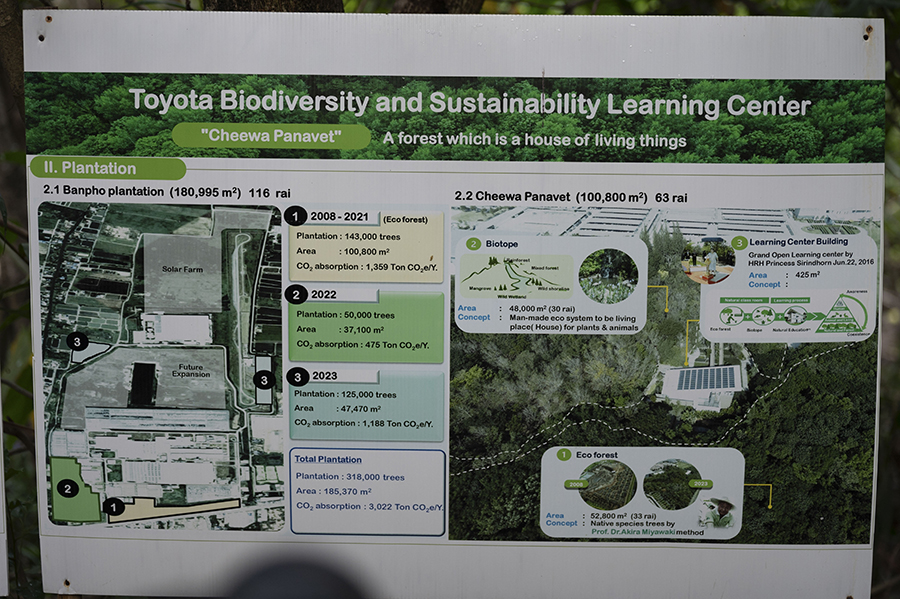
Cheewa Panavet Eco System



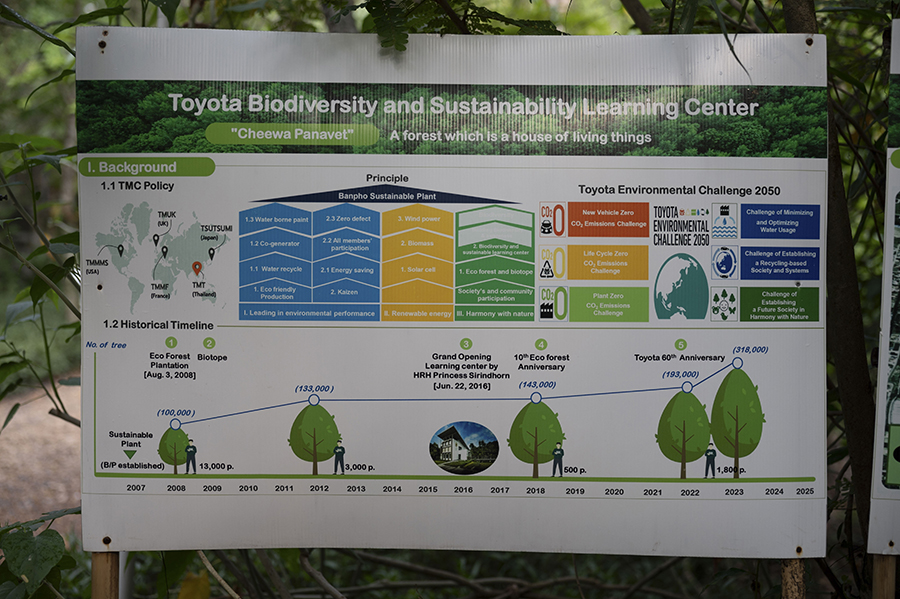
เรียนรู้ ที่ถูกจัดสร้างและเนรมิตเป็นผืนป่า ขนาดใหญ่ ดังนี้




นำเสนอแนวคิดการสร้างระบบนิเวศจาลองที่สะท้อนการอยู่ร่วมกันอย่างสมดุลระหว่างอุตสาหกรรม ชุมชน และธรรมชาติ โดยยึดหลัก 3R (Reduce, Reuse, Recycle) ในการบริหารจัดการทรัพยากร อย่างการใช้น้ำที่ผ่านการบำบัดและวัสดุเหลือใช้ จากกระบวนการผลิตรถยนต์ กลับมาใช้ประโยชน์ใหม่ เช่น ตะกอนดิน มาผลิตเป็นอิฐ เพื่อลดของเสียและสร้างมูลค่าเพิ่ม ทั้งยังเป็นต้นแบบของแนวคิด “ไม่ปล่อยมลพิษ” (Zero Emissio)n ที่ช่วยสร้างความยั่งยืนทั้งด้านสิ่งแวดล้อมและเป็นรายได้ทางเศรษฐกิจให้แก่ชุมชนโดยรอบ
สถานีที่ 5 Plant in Harmony with Nature
แสดงให้เห็นถึงความสำเร็จในการฟื้นฟูและรักษาความสมดุลของระบบนิเวศภายในพื้นที่โรงงาน โดยใช้สิ่งมีชีวิตอย่าง”หิ่งห้อย” และ “นกกระจาบทอง” เป็นตัวชี้วัดความอุดมสมบูรณ์ของสิ่งแวดล้อม (KPI Species) ที่นี่ อุดมไปด้วยองค์ความรู้มากหมาย อันสะท้อนถึงการออกแบบพื้นที่ที่เอื้อต่อการอยู่อาศัยของสิ่งมีชีวิตและการฟื้นคืนของห่วงโซ่อาหารในธรรมชาติอย่างยั่งยืน
สถานีที่ 6 ป่านิเวศ (Eco Forest)
ถ่ายทอดแนวคิดการปลูกป่าตามหลักมิยาวากิ ซึ่งเน้นการปลูกพันธุ์ไม้ท้องถิ่นอย่างหลากหลายและ หนาแน่น เพื่อเร่งการฟื้นฟูระบบนิเวศให้สมบูรณ์ในระยะเวลาอันสั้น พร้อมสะท้อนพลังความร่วมมือของทุกภาคส่วน ในการสร้างพื้นที่สีเขียว และต่อยอดเป็นแหล่งเรียนรู้ด้านความหลากหลายทางชีวภาพที่สามารถขยายผลได้ในวงกว้าง


เมื่อมีโรงงานผลิตรถยนต์ขนาดใหญ่ การใช้พลังงานจากกระแสไฟฟ้า เป็นเรื่องสำคัญ หากมีการลงทุนบริหารจัดการให้ดี ก็จะช่วยลดต้นทุนการผลิต ควบคู่ไปกับการลดมลพิษ รวมทั้งยังเป็นการใช้พลังงานจากธรรมชาติให้เกิดประโยชน์ อย่างมีประสิทธิภาพ
ดังนั้น พื่นที่กว่า 271,000 ตารางเมตร (เทียบเท่าสนามฟุตบอล 8 สนาม) ในโรงงาน Toyota บ้านโพธิ์ จึงมีการติดตั้ง แผง Solar Cell รวมกว่า 40,000 แผง ทำเป็น Solar Farm ผลิตกระแสไฟฟ้าภายในโรงงานเอง โดยมีกำลังการผลิตติดตั้งรวมถึง 24.12 เมกะวัตต์ (MW) โครงการนี้สามารถผลิตกระแสไฟฟ้าได้ถึง 34,498 เมกะวัตต์-ชั่วโมง/ปี ซึ่งเพียงพอต่อการใช้งานภาคครัวเรือนเกือบ 8,000 หลังคาเรือน และที่สาคัญที่สุดคือช่วย ลดการปล่อยก๊าซคาร์บอนไดออกไซด์ (CO₂) ได้กว่า 18,000 ตันต่อปี หรือ เทียบเท่ากับการปลูกต้นไม้ถึง 2.28 ล้านต้น ถือเป็นแหล่งพลังงานสะอาดที่สำคัญ อันจะช่วยให้ฐานการผลิตแห่งนี้ เป็นมิตรต่อสิ่งแวดล้อมอย่างยั่งยืน
